Experts in the food industry
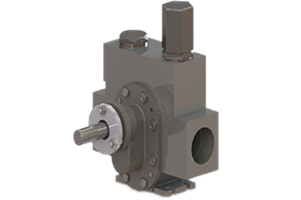
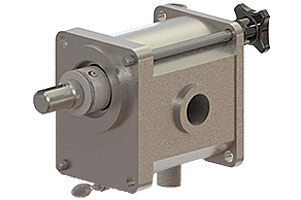
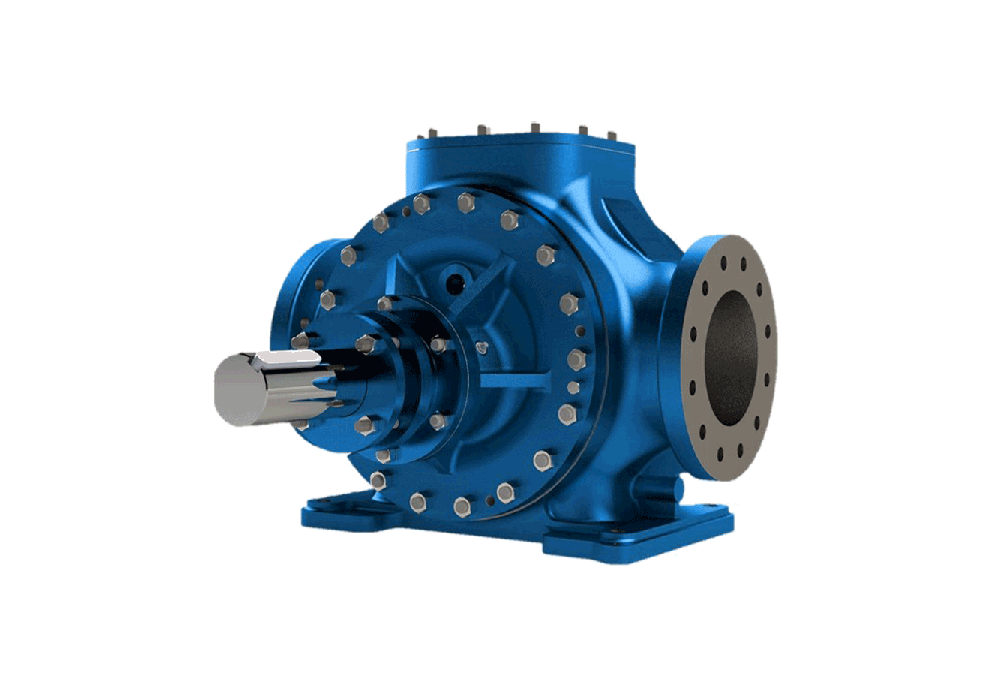
Albany Pumps supply food pumping solutions to many companies and factories all over the world, made specifically to fit their purpose. Our pump portfolio includes solutions to pump vegetable oils, hot (220°C) and cold used in industrial fryers, blending plants and in storage. We also supply heated pumps for chocolate, cocoa liquor and cocoa butter. Our L range of stainless steel lobe pumps are particularly suited for use in a wide variety of food and chemical applications. The image shows one of our lobe pumps for sugar. Providing pumps for bottle-filling and transfer is a speciality of ours, especially with viscous liquids.
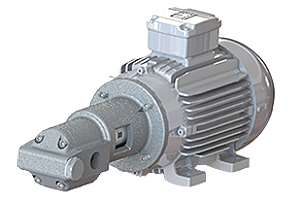
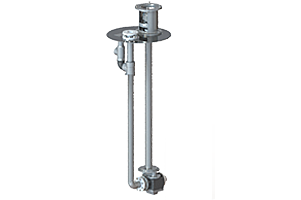
Our molasses pumps are also suitable for the animal foods industry, for metering, circulation and road and marine transport. Molasses pumps can be supplied for spraying applications, fixed or truck mounted. In some instances, special lightweight pumps with aluminium casings have been made for truck-mounted molasses pumping – we’ll always give you the best advice for your specific requirement. We also make corrosion resistant pumps for fats, oils, curbing agents and flavours with heated versions being supplied where required.
Albany Pumps believe that the food sector will be very important for us in the future. We have now joined The European Hygienic Engineering & Design Group (EHEDG) and Campden BRI, two key organisations that we believe will help us develop this market. We are working towards getting products ready for EHEDG Certification. We will be keeping our website up to date with developments as they happen.
Picking your pump:
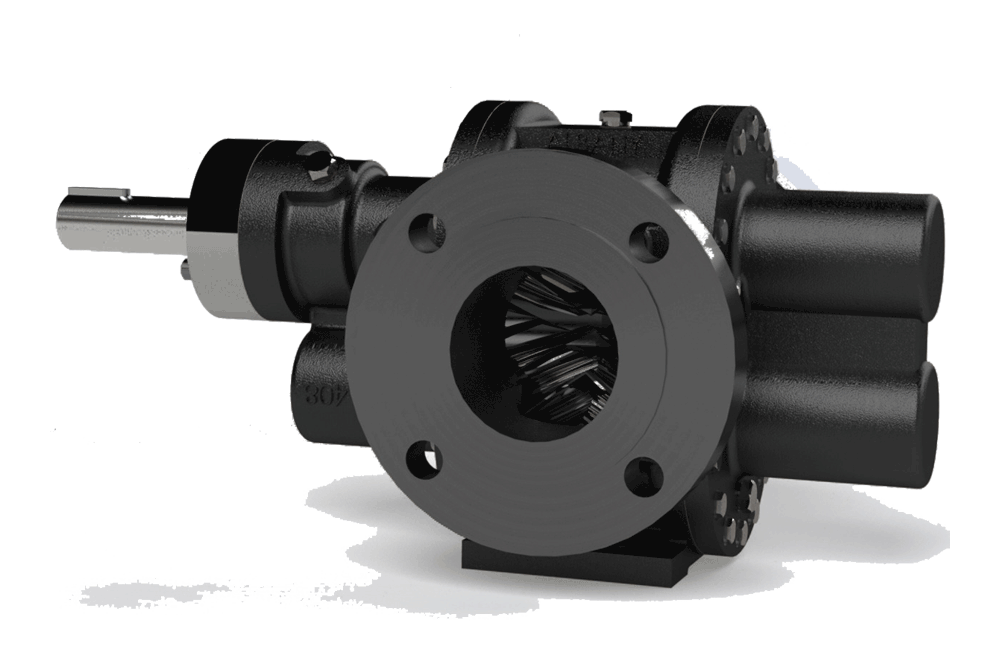
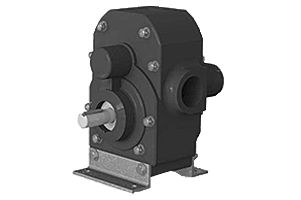
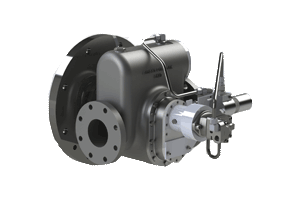
Our pumps are broken down by range to make it easy for you to browse. With External Gear Pumps (G) Twin Screw (S) and Internal Lobe Pumps (L) available for the Food Market, there are many different options to choose from. Don’t hesitate to contact Albany to discuss your application and to choose the right product.