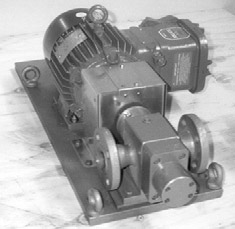
An Albany GX gear pump was installed at the Barry, Vale of Glamorgan plant of Dow Corning Limited to carry out a challenging duty. The company needed a pump which would cope with a 4–1 turndown ratio on a silicone process fluid of widely varying viscosity. The pump operates at 5 bar, maintaining the level […]